Wood Inlay
Copyright 1937---Chicago Park District
Part II
Click here see the orginal images of this book.
GLUE AND FINISH THE BANDING
|
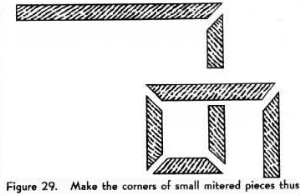
The banding may now be cut to proper lengths, mitered at the corners, as in Figure 29, and glued in place. Where the banding has the effect of overlapping in the corner design, take care that the corresponding piece overlaps in each corner. Use ordinary carpenter's glue for which no special pressure is necessary, because the pieces are thin as paper and remain in place without difficulty. |
If the routed lines show any defect or the banding does not fit snugly, sandpaper it while the glue is still soft and the sandpaper dust will mix with the glue to form a wood filler that will cover up these tiny irregularities.
Now sandpaper the entire inkstand with either No. 0 sandpaper or No. 00 garnet paper. Follow this with very fine sandpaper or No. 7/0 garnet paper. Then remove all dust from the surface and give the stand a coat of thin shellac. Allow it to dry overnight. Rub down with No. 00 steel wool and put on another coat of shellac of slightly heavier consistency than the first. The next day rub the stand down with steel wool and apply a third coat of shellac. Rub this coat, when dry, with steel wool and oil until a smooth surface has been obtained. If desired, apply furniture wax.
Wood carving is employed to enhance the beauty of marquetry. The carving is done in bas-relief and applied on top of the marquetry often as a center piece on a small box, book ends, cabinet doors and the like. This application is very much on the order of the "gingerbread" used by furniture manufacturers to simulate hand carving except that, in overlays, hand carving is plainly recognizable.
Beautilful effects may be obtained by the use of overlays and no special knowledge of wood carving is required. The chief requirement is to select wood that forms a pleasant contrast with the marquetry.
OVERLAYS WITH MARQUETRY AND INLAY
Overlays are sometimes carved from solid, sometimes from laminated wood usually no more than 1/16 in. to 1/8 in. thick. An ordinary knife will do the work although in the hands of the experienced wood carver a chisel is the proper tool. The finishing touches may then be put on by scraping or sandpapering.
| The rosette illustrated in Figure 30 is made thus: assuming that the marquetry to which this overlay is to be applied is mostly walnut, we shall choose for the overlay a contrasting light colored wood with a walnut center. Or, if the marquetry is mahogany, we shall use a mahogany center. | 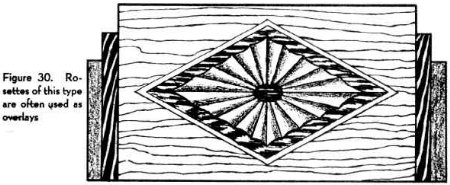 |
The narrow rim around the outline of the rosette may be of the same light wood as the latter, or it may be made of gray harewood, green dyed wood or any other colored wood that sets off the design properly. Just what woods to use will depend largely, of course, on what leftovers happen to be available.
The diamond shaped piece that forms the narrow outside border as well as the piece that is to be carved into a rosette should be about 1/16 in. thick, surely not more than 1/8 in, thick since too great a thickness will make it appear clumsy. The little center oval may be of any thin veneer, unless it is desired to form it into a shallow knob, in which case 1/8 in. material will serve better.
Having selected the three pieces, lay Out in pencil the shape of the background on one, the shape of the rosette on the other and the little oval on the third and saw them out together accordingly. Then glue the three pieces together with hot carpenter's glue and either clamp them together or place them under pressure. Be very careful in doing so that you do not move the pieces out of place. After allowing the glue to set an hour or so, you may begin the carving.
 |
Hollow out the various rays of the rosette with a narrow gouge (a gouge is a hollow chisel). Do not use a wide gouge because you will not be able to work the narrow ends of the rays. See Figure 31. On the other hand, a narrow gouge will serve to work both the wide parts and the narrow ones. Be careful not to take a nick out of the little center oval. |
When all the rays have been gouged out, sandpaper them with No. 00 sandpaper rolling the sandpaper around the end of a rat-tail file or other suitable tool in order to reach into the narrow portions of the rays. Be very exact about leaving the sharp ridges intact as the clean cut effect of the overlay depends on their sharpness.
Now round off the edges of the center oval. If this is made of thicker wood than veneer, round it off with sandpaper into the shape of a flat knob. The piece is too small to allow carving. Also round off the edges of the narrow border that forms the background of the rosette and sandpaper them smooth.
The overlay is now ready to be applied to the inlaid article. Glue it in place with ordinary carpenters glue, wiping off with a damp rag any glue that oozes out. It is easier to wipe the glue at once than to scrape it off after it dries and perhaps spoils the surface of the marquetry.
Finally, place the whole piece between boards under a clamp or, if the article is large and awkward to handle, place under weights, protecting the overlay by a padding of sort rags or other suitable material, When the piece is completed, shellac it and rub with steel wool several times, as described in the chapter on finishing.
| A slightly different design is showed in figure 32. | 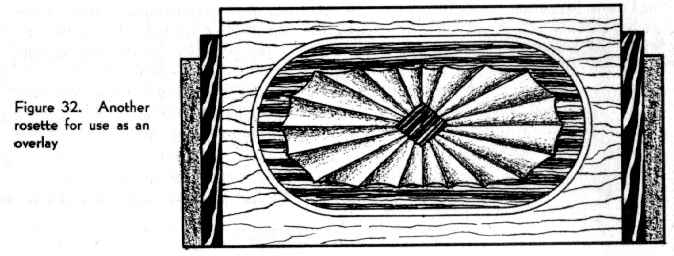 |
| In some cases the overlay is composed of several different pieces, for example, the ship shown in Figure 33. In this case, the three head sails are carved from one piece, the driving sails from another. The hull is a separate piece and the two masts also. On the overlay for which this particular design was used, two kinds of wood were chosen. The hull and masts were made of mahogany, the sails of poplar. | 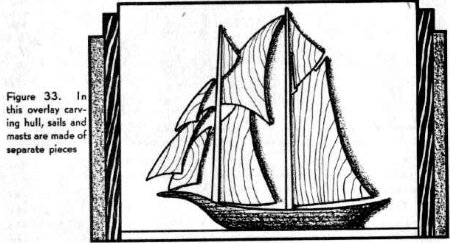 |
Unusual Effects from inlay Turning
Although associated with true inlay only in appearance, inlay turning presents a field of interestesting possibilitles. Beautilful effects may be secured by gluing up a block containing different-colored woods, portions of which are exposed as the block assumes shape in turning. The art of wood turning alone would suffice to fill a volume hence we shall not attempt to explain it here. For those who are already familiar with wood turning a few words of advice are offered.
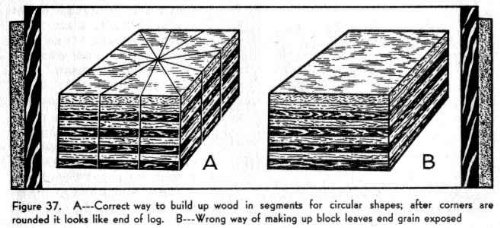
The exact combination of woods and the size or the individual pieces depends entirely upon the pattern to be turned. But whatever the combination of woods, the following points must be considered carefully. First, all pieces must be assembled so that no end grain shows when the wood is turned down to proper shape. For this reason it is sometimes necessary to build up complicated forms as described more fully later. Second, all fitting and trimming or parts must be done accurately, since a poor joint not only weakens the block but will show in the finished piece. And third, use only the best glue. Breakage of the block while revolving at high speed might have serious consequences, hence casein glue is recommended for superior sticking properties and for power to resist the strains of turning. While there are several grades of casein glue, it is best to use the stainless variety, as others may discolor the wood. Casein sets slowly, so that no great hurry is necessary in assembling the block and the craftsman has a better opportunity to do the work properly. Casein glue does call for considerable pressure and must be allowed to set overnight.
Carpenter's glue, hot, may be used in making up plain laminations but inasmuch as the wood must be heated before gluing, only two pieces can be glued at a time. Another piece can be added and so on until the entire block is built up.
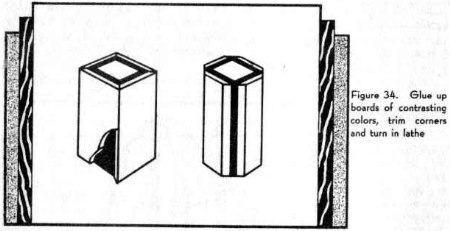 |
The accompanying sketches illustrate the method of gluing a number of pieces to get a desired inlay effect. Artistic taste and good judgment enable one to choose the combination of woods that will give the most pleasing result. There is no limit to the number of pieces. The greater the number the more intricate the pattern. But very artistic designs may be produced by simple combinations, as in Figure 34. |
| The block shown in Figure 34 has a center of light-colored wood, intermediate layer of dark wood and outer layer of light wood. A block of the same size may be made by using additional alternate layers or thinner boards. You need not miter corners; saw them off in octagonal form which will make turning easier. Determine exact centers on both ends of the block before placing in lathe. First, rough out the block at slow speed, then increase speed as it takes shape, as in Figure 35. | 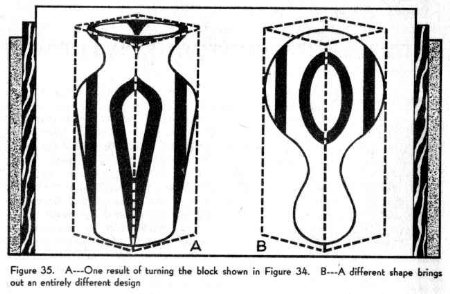 |
|
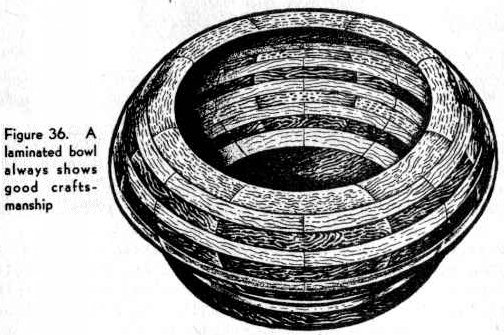
We shall now describe a project of making a vari-colored bowl, as in Figure 36. It may seem that all that is necessary to place plain boards of different colors on top of one another, glue together and turn the block into the shape of a bowl. But if the parts were assembled in this way the end grain of each board would show in the bowl, with unsightly effect. To prevent this, each layer of wood must be made up of small segments with the grain running tangent to the circumference of the bowl. Figure 37 shows how the block is built up. |
| A solid block has been illustrated as an example; if a plain ball of wood is to be turned, a block like this is the first step. Since the bowl we want to make is hollow, there is no need to make the block solid, as that leaves more material to be cut away. So, in making up a block for the bowl, we go a step farther and saw out the segments as sections of a ring and as nearly finished size as possible. We glue these sections together in overlapping rings, as in Figure 38, until the block presents a rough outline of the bowl. | 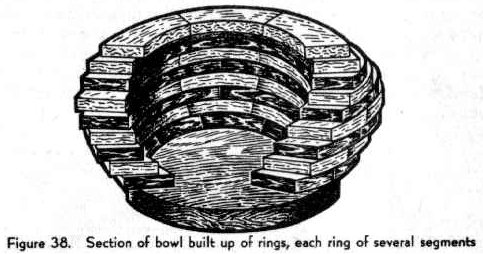 |
|
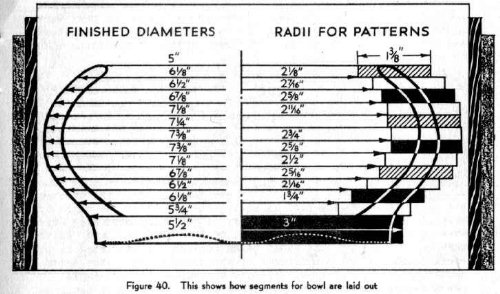
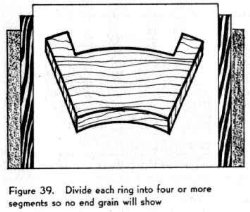
Figure 40 illustrates a sectional view of the bowl, showing at the right the manner in which blocks are built up after being sawed out; and at the left how is should look after turning. Using the radii given in this drawing lay out a cardboard pattern for each layer. Cut the pattern into quadrants or eighths or a circle and trace on proper wood, taking care that grain runs as nearly parallel with the outer edge as possible. See Figure 39. |
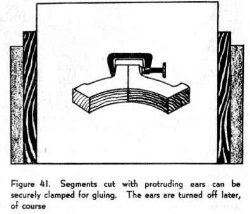
To avoid difficulty in holding segments while being glued, saw them so that a small flange protrudes at each end. A clamp maybe affixed, as in Figure 41, to press the sections firmly together. The first ring assembled, glue it to bottom of bowl. Glue next ring together and place on first ring. Repeat this process until all rings are glued together and the bowl is assembled in rough state.
Pattern of bowl may be varied. A checkered effect is made by alternate rings or light and of dark wood. The majority of articles produced on a lathe are turned between two spindles, known as live and dead centers, the live center being nearest the power end of the lathe. Sometlmes a hollow article, like the bowl just described, cannot be supported between spindles. It is necessary in that case to support it on one side only in a special manner.
Every wood-turning lathe is equipped with a flange or face plate to fit its headstock; this plate contains screw holes for attaching work to it with ordinary wood screws. It is not desirable to drive screws directly into the object to be turned as holes would mar the surface. To avoid this, a chuck is made of heavy wood, preferably Soft wood, l in. or 1-1/2 in. thick. It must be fitted and glued to the part to be turned but in gluing the two parts together a thin peice of paper should be inserted between them, so that the work is completed.
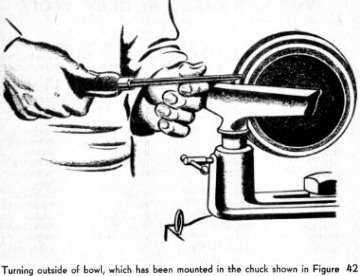
| Tapping the edge of the chuck with a hammer will cause the parts to separate.The method of fastening the chuck and the block together and screwing the whole assembly to the race plate is clearly shown in Figure 42. | 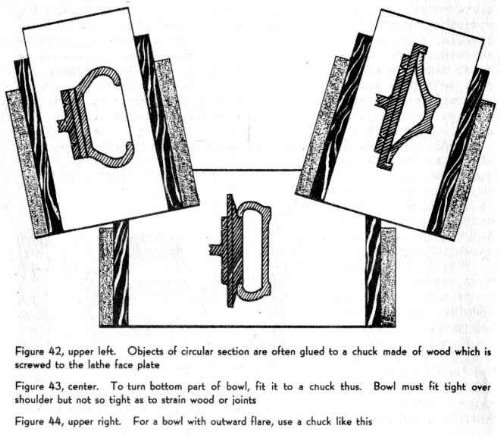 |
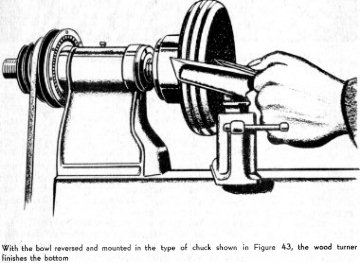
In turning a bowl it is customary to form the outside first and then the inside. If the chuck is fastened to what is to be the bottom of the bowl, both operations can be performed on the same chuck. But there still remains the concave bottom to be hollowed out and for this purpose we must reverse the bowl on the chuck. Of course, if the narrow rim of the bowl were glued to the chuck it would not hold securely enough to withstand the pressure of turning, so a different method of fastening must be employed in such cases.
Again a chuck is made from a heavy piece of lumber but instead of being glued to the bowl, a shoulder is turned along its rim and this shoulder is forced into the opening of the bowl as the lid presses into a paint can. Figure 43 shows how this is done. If the bowl has an outward flare it will not hold on a chuck of this type and, to press it onto the chuck, the latter will have to be hollowed out, as shown in Figure 44;the bowl is pressed into the rim of the chuck, just the reverse of the method described for a bowl with an inward flaring rim.
In either case a tight fit is essential. After the turning has been completed the bowl is again loosened from the chuck by tapping it lightly with a hammer. After being completed, the work is then sanded, first with No. 00 garnet paper and later with No. 7/0 garnet, the paper being applied to the work as it revolves on the lathe. Because of the speed or the lathe and the resulting frictional heat, ordinary sandpaper will not serve.
After the bowl is sanded, apply a French polish by saturating a rag with linseed oil or plain machine oil; add a dash of white shellac and press this oiled rag against the work as it turns. Continue polishing until the desired gloss has been obtalned. Then wax the article and buff it with a soft dry cloth.
|
|
Veneers Used in Inlay Work
The list of woods available in thin veneer, usually from 1/28 in. to 1/16 in. thick as required for most inlay work, is very large. Variations in color, grain and shading are endless. It is desirable wherever possible, to use woods of prominent grain and distinctive color: many of the varieties of rare woods here listed, lend themselves admirably to inlay and give the finished work a very distinctive appearance.
Amaranth |
Ebony |
Madrone Burl |
Rosewood |
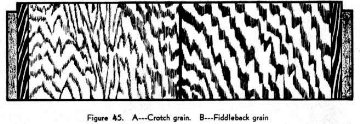 |
Inasmuch as many of these woods grow in different parts of a country, many of them in remote parts of the earth, each species will be found in numerous variations of color and grain. Among them will be found white, black, red, green, orange, purple, yellow, pink, grey and others. The grains include burl, crotch, stripe, mottle, fiddleback and many other beautiful figures or which those shown in Figure 45A and B are typical. |
Science has also done its share in assisting nature in producing marvelous color schemes. It is now possible to inject into growing trees a chemical substance that will tint the sap and will spread throughout the tree, producing in the wood most delicate hues of pink, lavender and green.
The scope of this booklet does not allow description in detail of the many varieties of wood listed. A number of them are too well known to require description; of the remainder, we descibe some of the more rare and beautiful varieties as follows:
Koa- Hawaii gives us this fine, rare cabinet wood. It is strong, fairly hard and takes a fine finish. Its color ranges from rich shades of red to brown.
Tamo- A Japanese wood of rare beauty. It is also known as Japanese ash and its moire-like grain resembles the sand ripples on a wind-swept beach. It varies in color from straw yellow to bright brown.
Laurel- An East Indian wood similar to oak. It is reddish brown, with rather wavy grain.
Amaranth- A wood peculiar to the Guianas of South America. Its purple color gives it the name of purpleheart.
Snakewood- From British Guiana mainly, comes the wood admired for its beautiful small figure and rich reddish brown. It is prized for walking sticks and umbrella handles.
Zebrawood- This wood from Africa has a close grain with brown stripes on a yellow background.
Lacewood- Australia furnishes us this wood, which is similar to our oak. It is reddish brown and is often referred to as silky oak.
Rosewood- No wood possesses wider range of color than the rosewoods of East India and Brazil. The East Indian product is lighter in color than its South American prototype but both are close grained and in color range from light red to deepest purple. The East Indian wood is generally preferred for inlay work.
Satinwood- Beloved by all woodworkers for its rare beauty and fine satin sheen. The grain comes either straight or mottled, its color golden yellow. It is another of the many fine woods from Brazil.
Kingwood- One of the fine woods found in Brazilian forests. The wood is violet-brown, with stripes varying in color from black to golden yellow.
Ebony- An exceptionally hard wood, too well known to require much description. Although articles made from this wood are without exception jet black, the wood is also found in dark brown with black stripes, which adapts it to many uses in inlay work. Ebony is very brittle and must be handled with care.
Sometimes a bright colored piece may be needed that nature does not supply. For this purpose wood may be stained any color but bright colors must be used conservatively or they cheapen the appearance of an inlay. Brightly colored woods are obtainable from veneer houses that specialize in woodcraft supplies.
In selecting wood for inlay patterns, careful consideration must be given not only to color and shading but also to type of grain. For simple designs, such as a checkerboard, the main object is a contrasting color scheme. For this class of work, consequently, such combinations as ebony and holly, black walnut and maple or walnut and poplar, regardless of grain, will serve fairly well. Needless to say, if a select grain is employed and the figures carefully matched the beauty or the checkerboard will be materially enhanced.
| Veneers used for inlay work are usually of the rotary cut type. These, as the name implies, are obtained by placing a log in an immense veneer lathe which revolves the log while a knifeslices off the thin layer of wood, Figure 46. The rotary method is preferred because it makes veneers of paper thinness, eliminates saw marks and prevents waste of lumber in the form of sawdust. | 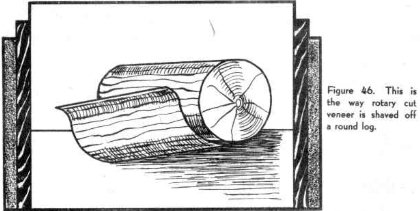 |
SELECTION OF GRAINS IMPORTANT
A careful choice of grain and figure is necessary when the project calls for an intricate design such as a landscape. For this purpose, woods must be selected that supply the proper color contrasts and grains to match the objects pictured.
For instance, the trunk of a tree requires a veneer of rather straight grain to indicate the bark, the foliage is more truly portrayed by a burly grain, while the background or clouds calls for a light colored wood of wavy or curly grain. Only the artistic taste of the worker can dictate the proper combination.
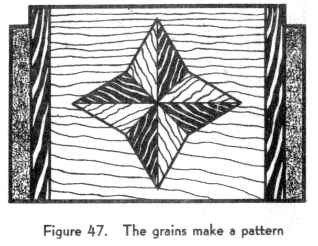 |
After the type of wood and the proper grain are determined, the pieces must be laid out in such a manner that the grain runs in the proper direction. In some cases this depends upon the shading of the object to be pictured; in others upon the perspective. In simple geometrical designs, such as shown in Figure 47, a striking effect maybe obtained by having the grain of the four panels run in opposition. |
INTERESTING PHASES OF WOOD FINISHING
|
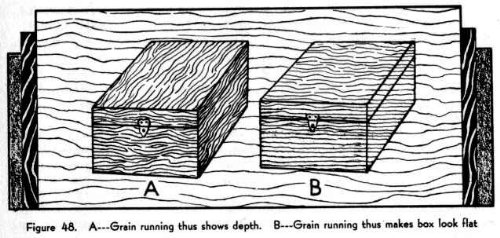
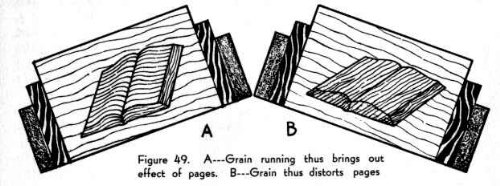
Perspective must be taken into consideration in subjects as the box shown in Figure 48 or the open book shown in Figure 49. If the grain were laid straight across the box, the effect would be entirely spoiled. On the other hand, if the grain coincides with the lines of perspective, as in Figure 48A, the effect will be much improved. |
Much has been said about finishing and still more has been written. And yet no two craftsmen agree upon the proper way in which such work is to be done. Professionals as well as amateurs have their own ideas; since such a wide difference or opinion exists, we shall outline here just one method that has proved satisractory on inlay work and that will enable an amateur to produce a professional finish.
This simple method calls for several coats of shellac and no varnish whatever. Varnish can, of course, be used if desired, but will necessitate extra rubbing and may possibly leave a surface marred by fine particles of dust. Shellac dries almost instantly, therefore there is no time for dust to settle on it. So we shall forget about varnish and describe a procedure that we can depend upon to give a glass-like finish of high quality. The process is the same whether the inlay includes ivory, mother-of-pearl or any other material.
The inlay work is first scraped until all parts present perfectly even surface. A very sharp cabinetmaker's scraper should be used, so as not to tear the veneers, which are, after all, paper thin.
After it has been scraped, the work is sandpapered with No. 00 garnet paper until all marks and scratches left by the scraper have been removed. Instead of the garnet paper, No. 5/0 sandpaper may be used but this may leave a dust that works into the pores of the wood and thereby prevents finishing operations from bringing out its full lustre.
After the work has been sanded perfectly smooth, give it one coat of white shellac. The first coat may be thinned to proportions of four parts alcohol to one part shellac. Thin shellac will penetrate the pores of the wood and serve as ruler. If applied too thick, the shellac will lie on the surface and may "check'' later.
Allow the shellac to dry over night if possible. Then rub the surface down with No. 00 steel wool, the finest usually obtainable. Always rub with the grain if possible Be sure that all imperfections are smoothed out and then apply another coat of shellac. This second coat does not need to be as thin as the first, yet it should be thinner than comes from the can. Be sure to brush out all air bubbles or foam that forms when applying this final coat of shellac, to insure a smooth surface.
FINAL STEPS IN FINISHING
Let this second coat dry overnight or, if time is limited, for at least four or rive hours, before rubbing it again with No. 00 steel wool. Follow this rubbing with a third and a fourth coat of shellac, each rubbed down in the same manner. A final fifth coat of shellac is then rubbed down with No. 00 steel wool and oil, or pumice stone and oil. If steel wool is used, it is well to take a wad that has been used before and is not quite so likely to scratch the finish.
| If powdered pumice stone is used rub with a thick piece or felt or make a rubbing pad of rags tightly pressed together and covered with a piece of cheesecloth, Figure 50. Dip the pad in rubbing oil and then into powdered pumice and proceed to rub the surface, taking care not to rub too long in one spot and perhaps rub through the finish. Do not spare the oil -and this applies also for rubbing with steel wool. A special rubbing oil is otainable just for finishing purposes, but if this cannot be procured, ordinary paraffin oil may be used. In fact, almost any oil will do in a pinch, just so long as the surface is well lubricated during the rubbing and also polished well. The process here described may be simplified by giving the work one or two coats of shellac and after the work has been rubbed down with No. 00 steel wool, apply the furniture wax. | 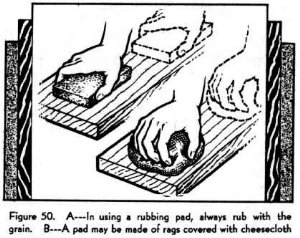 |
A quasi-French polish may be given over a shellacked surface by rubbing with oil and shellac. Dip a rag in oil, ordinary machine oil will do, and put on just a few drops of shellac. Rub briskly over the panel to be polished until it is dry. The result will be a gloss of unusual beauty.
In finishing large objects like table tops or serving trays that are subject to much wear, it is often desirable to use varnish as a protective finish The process of varnishing is very similar to that just desribed for shellacking.
After the work has been sanded, it is first filled with a very thin coat of shellac. After this has dried over night it is rubbed down with No. 00 steel wool, then a coat of heavier shellac is put on. This is again allowed to dry over night and once more rubbed with steel wool. A third coat of shellac can do no harm and this, like the other two coats, is also allowed to dry over night and then rubbed down in the same manner as before. When varnish is to be used it is especially important for the shellac to be good and hard and, although the surface may soon feel perfectly dry and hard to the touch, it is well to give each coat plenty of time to dry.
TAKE PAINS WITH THE FINISH
Now apply the first coat of varnish. It is hardly necessary to remind the craftsman that a clean brush, a dust-free room and warm temperature are necessary for a good varnish job. It is also of prime importance to use a high grade varnish, since two coats of good varnish will produce a better surface than six coats of poor varnish.
Let the varnish dry for two days. Then rub it down with No. 00 steel wool. Wipe off the steel dust with a rag dampened in turpentine, being very thorough in removing all the fine particles of steel. Once they are imbedded in the varnish, they cannot be removed without leaving tiny holes in the surface.
Now brush on another coat of varnish. If more coats are to be given, rub each coat down like the first. The last coat is to be rubbed down with powdered pumice stone and oil. Water may be used but oil will give more satisfactory results. Rub up and down with an easy, steady motion and not too much pressure. Continue this rubbing for fifteen minutes or longer, occasionally wiping the flat of your hand over the work to feel any remaining roughness. Keep the rubbing pad well oiled and add a little pumice whenever necessary.
COMPLETING THE VARNISHING
After rubbing the work to what may seem perfect smoothness, rub it some more with rotten stone and water. Rotten stone is a very mild abrasive that will eradicate the barely perceptible scratches left by the coarser pumice. The rotten stone is rubbed with a well-saturated felt pad, just like that used for the pumice, except that water is used instead of oil. Then, for a finishing rub, sprinkle some rotten stone on the surface and rub it with the moist palm of the hand, which acts somewhat like a piece of chamois skin. Finally wash off the powder with a wet rag and rub the work dry. It requires patience and pain staking effort to produce a perfect piece of finished work but the fine appearance of such a piece of work in the end will amply justify one's endeavors.
BOOKS ABOUT INLAY WORK
Furniture Inlaying. C. W. Frost and 15. Fullerton. 1928. The Bruce Publishing Company, Milwaukee, Wis. This book will serve as a manual as it contains much practical information for all classes of workers. $2.50
Fretwork and Marquetry. D. Denning. 1912. Charles Scribner's Sons, New York City. One of the best books on the subject handled. Information on woods, tools and methods. $1.00
Fretcutting, Overlaying, Inlaying and Underlaying. Woodworker series. 1921. J. B. Lippincott Company, Philadelphia, Pa. An excellent treatise, with examples. $1.75
Manual of Buhl-work and Marquetry. W. Bemrose. 1911. H. C. Baird & Company, Inc., New York City. A workbook that is almost indispensable. $3.00
Intarsia and Marquetry. F. H. Jackson. 1905. Charles Scribner's Sons, New York Clty. A history of inlay work, with illus- tratlons of fine cabinet work. $2.OO
Art of Modern Fretcutting. J. T. Makinson. 1915. AppletonCentury Company, Inc., New York Clty. A pamphlet containing information on inlay work. 60 cents
Practical Inlay Work. O. J. Palmer. 1916. Peerless Publishing Company, Mangum, Okla. An instructive pamphlet. 50 cents
Veneering, Marquetry and Inlay [or Decorating Woodwork. P. A. Wells. 1905. Spon & Chamberlain, New York City. An excellent reference pamphlet. 25 cents
MAGAZINES ON INLAY WORK
Popular Homecraft. General Publishing Company, Chlcago, IL
The Home Craftsman. The Home Craftsman Publishing Company,New York Clty
Homecrafts and Hobbles. National Scientific Publications,New York Clty
DEALERS IN EQUIPMENT AND MATERIALS
The following dealers can supply equipment, materials and supplies for workers in marquetry and inlaying:
Veneers only—
Albert Constantine & Son, 759 East 138th Street, New York City; Art Inlayers, 2695 Twenty-First Avenue, San Francisco, CA
General Inlay Supplies—
Craftsman flood Service Company, 2727 South Mary Street, Chlcago, Ill.; Woodcraft Supply Company, 166 West 74th Street, Chlcago, Ill.; H. L. Wild, 510 East 11th Street, New York City; J.H. smith Veneers, Inc., 433 East Erie Street, Chicago, Ill.
Casein Glue—
Natlonal casein Company, 601 West 80th Street, Chlcago, Ill.;... Schneider & Company, 666 North Lake Shore Drlve, Chlcago, Ill.
Projects in marquetry and Inlay
For you convenience in reproducing the designs shown on the following pages, squares have been drawn on the designs so that you can enlarge them to final size by the proportional square method. To use this method, you lay out a rectangle or square to the overall dimensions shown for the design, then cover it with squares of the size indicated. Finally, you draw in the larger squares the part of the design that shows in the corresponding small squares.
|
|
|
|
|
Click on image to download fullsize version.